

РзУЩФЅЗлЛњХфМўМгЙЄДІРэвЊЧѓ
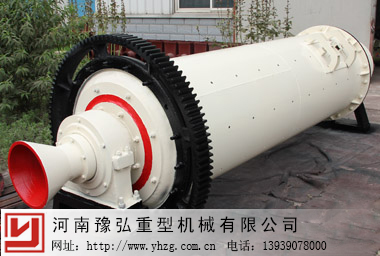
ЁЁЁЁЙњФкРзУЩФЅЗлЛњЭтЙтЙѕБэУцєнВкЛЏДІРэДѓЖМВЩгУХчЩАЙЄвеЃЌЪЙгУЕФЩшБИЛљБОРІЭЌЃЌДІРэКѓЕФДжВкЖШСёВюВЛДѓЁЃНІШтЙЄГЇжЛвЊМгЧПЩњВњЙмРэЃЌВЩгУвЋВкЖШвЧБэбЯАбжЪСПЙиЃЌВЛФбДяЕНКдМЪЯШНјЫЎЦНЁЃЮЪЬтЪЧФПЧАХчЩАДІРэЭѕвеЫљамЕУЕНЕФДжВкЖШЃЌЛЙВЛФмЪЪгІЙЄвеашвЊ+КмФбНјвЛВНдіДѓЃЌЖјЧвНЋФЅЙтЕФаЁДжВкУцяћМгЙЄЮЊДѓєѕВкТЖЃЌвВБГРыСЫФЅЯїМгЙЄЕФЙцТЩЁЃЙтЙѕБэТЖДжВкЛЏДІРэЕФЙЄвегаД§ДДаТИФНјЁЃгУЕШРызгИпТЉЕчЙТШШДІРэЕФИпгВЯИбРГнЙѕЃЌдкЖрМвЗлГЇЧАТЗаФФЅЪдгУГЪЯжБЭКУЖЫФпЃЌВњыЈКЭОДЗлТЪУїЯддіДѓЃЌУцЗлЕФСЃЖШЪЪжаЃЌЛвЗжВЛДѓЁЃГѕВНЪдгУбаОПЕФНсЙћБэУїЃЌЩХЗлЛњХфещгЇбРГнЙѕжЪЃЌПьТ§ЙѕЕФЫйэёашИФЮЊ1ЃК2зѓгвЃЌРЫПЕФГнаЮвВИЙЪЪЕБИФБфЁЃ
ЁЁЁЁРзУЩФЅЗлЛњЧПнёШдгааэЖрЙЄГЇМгЙЄЙтЙѕЪБгУзЖЖШЬцДњЭЙЖШЃЌгаД§ИФНјЬсИпЁЃРЛФкЮоЮ§вёЩСИЛњГЇТЪЯШбаОПЕФНфЙћБэХЏЃКНЋРЯlЩЊвКбЙФЅЙтПиЫПещЕФДВЯљЕМЙьЃЌЬЃЪжЙЄЙЮбааоЭЇЮЊЁАЭеЗхаЭЁБЃЌЪЧЗЧГЃРэЯыЕФЙтЙѕжаЭЙЖШМгЙЄЛњДВЃЌЛЈЗбЩйЁЂаЇЙћКУЃЌВЛНіФЅжЦЭЙЖШЕФОЋЖШИпЃЌШяЧвОЖЯђЬјЖЏСПвВФмДяЕНЁм0.01 mm.ЦеБщЗДгГЙћСМКУЁЃШЁЕУСМКУаЇЙћЕФжївЊдвђЃК(DЩВбаПЩвдШЁЕУМЋИпЕФМгЙЄОЋЖШ;ЂкРЯОЩЛњДВвбОГЄЦкздШЛЪБаЇадФмЮШЖЈВЛвзБфаЮ;ЂлЯжГЁОЋМгЙЄКѓВЛЛсвђАсдЫКЭАВзАВњЩњЮЂСПБфаЮЁЃФЅЗлЛњЖдЙтЙѕНэЭЙЖШЕФвЊЧѓЪЧЁАЪЪЕБЁБЃЌвђДЫГ§ЩшБИИФНјЭтЛЙХЌашЭъЩЦМьФчЪжЖЮЁЃжаЭЙвпвдЙѕйКНэЖЮгыСНЖЫъРжБОЖВюЕФЮЂУзМЦЃЌФПЧАЖрЪ§ЙЄГЇгУОЋЖШбз0.01 mmЕФЭїщѕгшЗжзуМьНІЃЌНІ|їрБЊЮѓВюжЕБрДѓЃЌФбвдБЃжЄМгЙЄОЋЖШЁЃгЩгкжаЭЙЖШНіашвЊжБОЖЕФВюжЕЃЌВЂВЛашвЊОјЖдйзЁЃБШНЯРэЯыЕФМђвзМьВтЗНЗЈЪЧгУЬЧЖШЮЊ0.001 mmЕФЧЇЗжБэМьВтжБОЖВюжЕЁЃЙтЙѕдкВЛЭЌГЁКЯЙЄзїЪБЕФЪмСІУиЮТЖШВЛЭЌЃЌвЊЧѓЕФЭЙЖШвВВЛЯрЭЌЃЌЧАКѓТЗзУФЅЗлЛњЯрВюlБЖвдЩЯЁЃвђДЫФЅЗлЛњХфЯМЙтЙѕЪББиаыШЯецеїгУЛЇЕФвтМћЃЌЗёдђИпОЋЖШЕФЬйЗлЛњвВЛсЮїЙтЙѕЭЙЖШВЛЕБЖјФыФЅВЛОљЃЌФбвдЗЂЛггІгаЕФСМКУадФмЁЃ
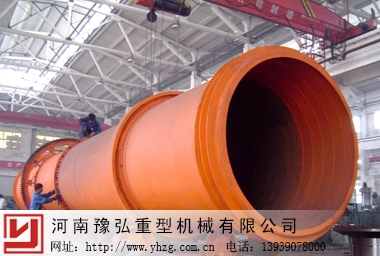
ЁЁЁЁдгаДѓа§ЗчЭВЪеГОЦїжЛФмгУгкНЯДжВњЦЗЕФВЖМЏЃЌЧваЇТЪвВгаЯоЁЃвђДЫВПЗжЯИВњЦЗДгДѓа§ЗчЭВЖЅВПХХГіЃЌОЗчЛњКѓгжЛиЕНРзУЩФЅХфМўжаЁЃЮЊСЫМѕаЁЗЕЛиФЅЛњЕФЯИЗлСПЃЌдкДѓа§ЗчЪеГОЦїКѓгУВМДќГ§ГОЦїгУгкЯИЗлЕФВЖМЏЁЃБэ4ЮЊВЛЭЌЗчСПЬѕМўЯТВњЦЗЕФЯИЖШжИБъ.НЋЗжМЖЛњзЊзгзЊЫйЙЬЖЈдк800rpmЃЌЕїНкЯЕЭГЗчСПДг10000ЕН16000mS/hЃЌВњЦЗЕФЯИЖШЫцзХЗчСПЕФМгДѓЖјБфДжЁЃИљОнОбщ.ИФдьКѓЯЕЭГЕФЗчСПгІПижЦдк12000m3/hзѓгвЁЃ4.НсТлЭЈЙ§ЖдРзУЩФЅГЇМвДЋЭГЕФЗжЮіЦїКЭРыаФзЊзгЪНЗжМЖЛњЙЄзїдРэЕФЗжЮіЃЌевЕНСЫЯЕЭГИФдьЕФЙиМќЫљдк.ДѓаЭГЌЯИЗжМЖЛњЬцДњРзУЩФЅЗлЛњЗжЮіЦїФмЪЙдЯЕЭГЩњВњ800ФПвдЩЯЕФЛеЯИЗл.аТЕФЯЕЭГашвЊжиаТЕїећЗчСПКЭЗжМЖЛњЫйЃЌВЂбЁгУЪЪЬЈзгЯИХеВЖМЏЕФЬТМЏЩшБИРДЛиЪеВњЦЗ.гУРзУЩФЅжБНгЩњВњЗЧН№ЪєПѓЛеЯИЗлЬхЃЌНЋЪЙЦфгІгУЗЖЮЇДѓДѓЕиРЉеЙ.ИУММЪѕИФдьЗНАИЃЌНЋЮЊШЋЙњжкЖрЕФРзУЩФЅГЇМвЬсЙЉСЫвЛЬѕЭЈЙ§ММЪѕИФдьЭкЧБдіаЇЕФНнОЖЁЃ
ЁЁЁЁдЅКыжиЙЄФЅЗлЩшБИГЇвЛжБжТСІгкДѓЁЂжаЁЂаЁаЭФЅЗлЩшБИЃКФЅЛњЁЂФЅЗлЛњЁЂаЁаЭФЅЗлЛњЁЂРзУЩФЅЗлЛњЁЂИпбЙФЅЗлЛњЁЂЮЂЗлФЅЗлЛњЁЂГЌЯИФЅЗлЛњЁЂШ§ЛЗжаЫйФЅЗлЛњЕШЩшБИЕФбаЗЂгыЩњВњЁЃЛЖгнАСйПМВьКЯзї!ШЋЙњЗўЮёШШЯпЃК400-0927-888
ЁЁЁЁИќЖрЬеДЩФЅЗлЛњЕФжЊЪЖЧызЩбЏЙЋЫОЭјеОЃКhttp://www.yhzg.org